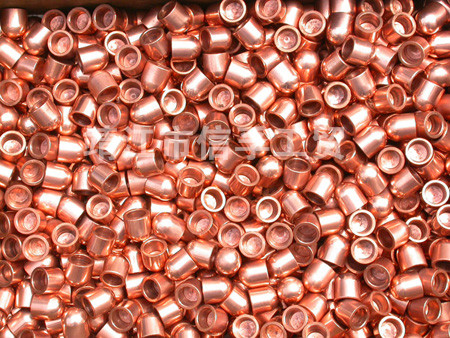
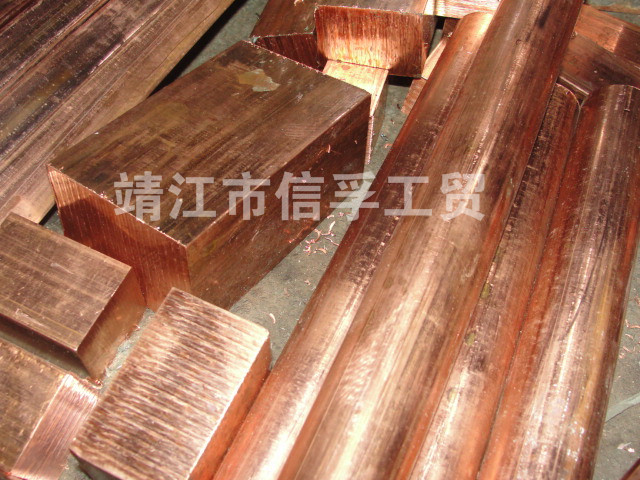
埋弧焊导电嘴的相关介绍
| 来源:靖江市信孚工贸有限公司 | 日期:2017-07-03 |
埋弧焊导电嘴也是利用电弧作为热源的焊接方法。埋弧焊时电弧是在一层颗粒状的可熔化焊剂覆盖下燃烧,电弧光不外露。埋弧焊由此得名。所用的金属电极是不间断送进的裸焊丝。
采用进口合金材料加工而成,耐磨性好,埋弧焊除了用于金属结构中构件的连接外,还可在基体金属表面堆焊耐磨或耐腐蚀的合金层。随着焊接冶金技术与焊接材料生产技术的发展,埋弧焊能焊的材料已从碳素结构钢发展到低合金结构钢、不锈钢、耐热钢等以及某些有色金属,如镍基合金、钛合金、铜合金等。埋弧焊焊接工艺及操作方法
焊前准备1、准备焊丝焊剂,导电嘴,焊丝需去除污、油、锈等物,并有规则地盘绕在焊丝盘内,焊剂应事先烘干(250°C下烘烤1—2小时),并且不让其它杂质混入。工件焊口处要去除油、污、水。2、接通控制箱的三相电源开关。林肯双丝导电嘴生产厂家,。导电嘴专家,导电嘴。焊接是一个局部的迅速加热和冷却过程,焊接区由于受到四周工件本体的拘束而不能自由膨胀和收缩,冷却后在焊件中便产生焊接应力和变形。重要产品焊后都需要消除焊接应力,矫正焊接变形。现代焊接技术已能焊出无内外缺陷的、机械性能等于甚至高于被连接体的焊缝。被焊接体在空间的相互位置称为焊接接头,接头处的强度除受焊缝质量影响外,铬锆铜导电嘴,还与其几何形状、尺寸、受力情况和工作条件等有关。接头的基本形式有对接、搭接、丁字接(正交接)和角接等。



 在线客服
在线客服